CN
-
Service Hotline
15766086363


Release Date:Mar 25, 2026
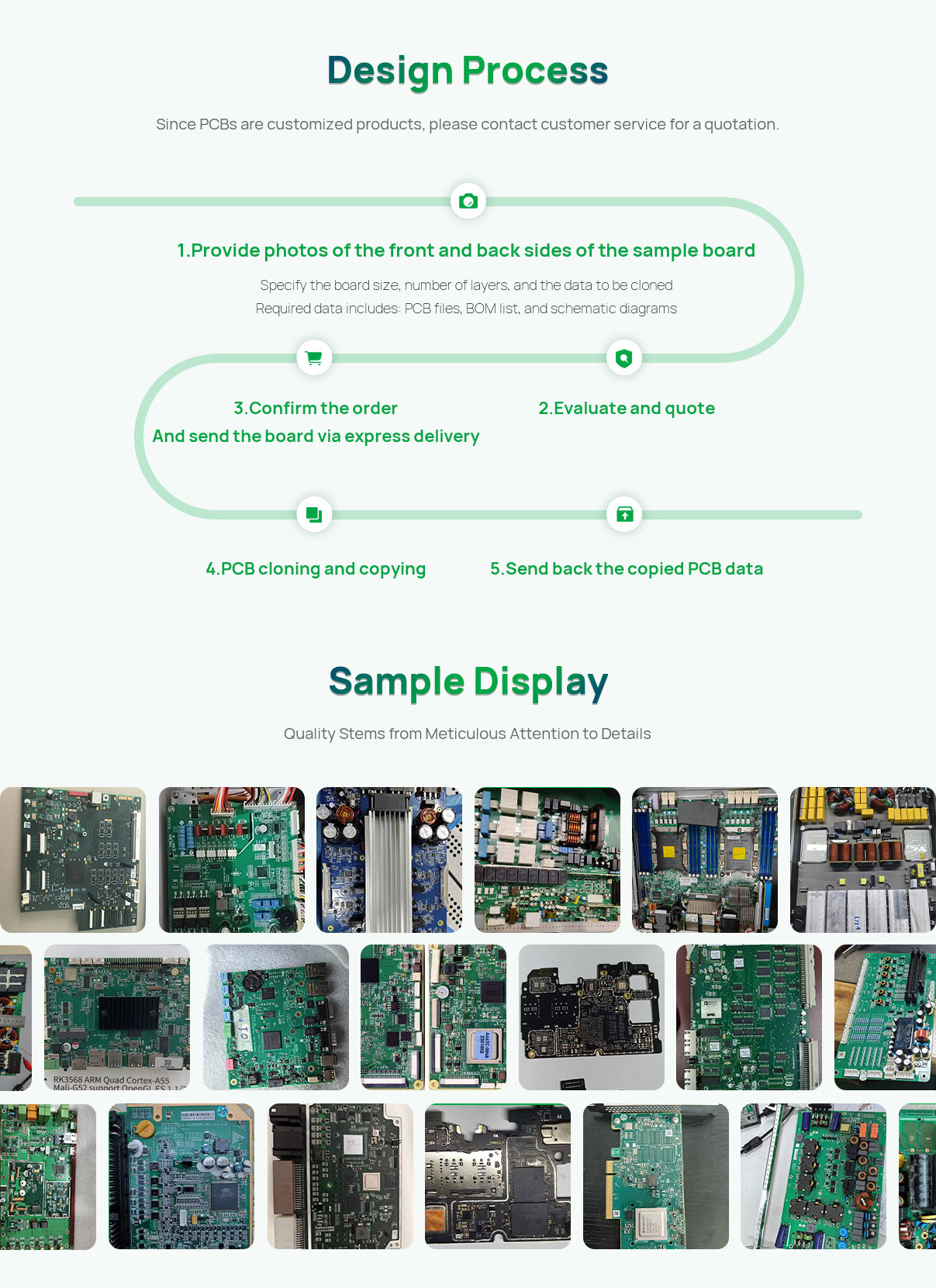
Military-grade PCBA circuit board production represents the highest standard of precision, reliability, and durability in the electronics manufacturing industry. Unlike commercial or industrial-grade PCBA, military-grade products are designed to operate flawlessly in the most extreme and harsh environments, including extreme temperatures, high humidity, strong vibrations, electromagnetic interference (EMI), and even combat-related stress. These circuit boards serve as the core components of critical military equipment such as radar systems, communication devices, missile guidance systems, aircraft avionics, and battlefield control units, where any failure could lead to catastrophic consequences, including loss of life and mission failure. As a result, the production process of military-grade PCBA is governed by strict national and international standards, rigorous quality control measures, and advanced manufacturing technologies to ensure uncompromising performance and long-term reliability.
The foundation of military-grade PCBA production lies in the selection of high-quality materials that can withstand extreme conditions. Unlike commercial PCBs that use standard FR-4 substrates, military-grade PCBs often adopt advanced materials such as Rogers RO4350B high-frequency substrates, TG170 high-heat-resistant substrates, and氮化铝 (AlN) substrates, which offer superior thermal conductivity, low signal loss, and excellent mechanical strength. These materials are carefully tested and certified to meet military standards such as MIL-PRF-31032 and IPC-6012 Class 3, ensuring they can operate in temperature ranges from -55°C to 125°C, resist corrosion from harsh chemicals and salt spray, and maintain structural integrity under high vibration and shock. Additionally, the copper foils used in military-grade PCBs are typically 2oz (70um) or thicker, with 3oz or 4oz copper used for high-power applications, to enhance current-carrying capacity and heat dissipation—critical factors for equipment operating in high-load scenarios.
The manufacturing process of military-grade PCBA is characterized by precision, automation, and strict process control. The production starts with circuit design, which must comply with military design standards and undergo rigorous DFM (Design for Manufacturability) analysis to ensure compatibility with the manufacturing process and optimize performance. Advanced EDA (Electronic Design Automation) software is used to design high-density circuits with minimal signal interference, and impedance control is strictly maintained within ±3% to ensure stable high-frequency signal transmission—essential for radar and communication equipment operating at 77GHz and above. The PCB fabrication process involves laser direct imaging (LDI) technology, which achieves line width precision of 3mil (0.076mm) and micro-hole processing capability of 0.15mm, enabling the integration of dense components and complex circuits. Resin plugging technology is also employed to reduce porosity to less than 1.5%, further enhancing the board’s reliability and thermal performance.
Quality control is the cornerstone of military-grade PCBA production, with a full-cycle inspection system implemented from material incoming to final product delivery. All raw materials, including substrates, copper foils, solders, and components, undergo strict incoming inspections to verify their compliance with military standards, and complete traceability is maintained throughout the production process. During manufacturing, automated inspection equipment such as SPI (Solder Paste Inspection), AOI (Automatic Optical Inspection), and X-Ray inspection are used to detect defects such as solder bridges, missing components, and voids in BGA (Ball Grid Array) packages, ensuring defect rates are controlled below 50ppm. After assembly, the PCBA undergoes a series of rigorous reliability tests, including temperature cycling, vibration testing, salt spray testing, EMI/EMC testing, and life-span testing, to verify its performance under extreme conditions. These tests are conducted in accordance with GJB 899A (Reliability Qualification and Acceptance Test) standards, with the average time between failures (MTBF) required to be no less than 100,000 hours—far higher than commercial or industrial-grade requirements.
Furthermore, military-grade PCBA production must comply with strict quality management systems, with GJB 9001C certification being a prerequisite for entering the military industry. This certification ensures that the production process is standardized, controlled, and continuously improved, with strict documentation and traceability requirements to facilitate accountability and quality assurance. In addition to meeting domestic military standards, many manufacturers also comply with international standards such as ISO 9001 and IPC-A-610 Class 3, enabling their products to be used in global military applications. The production process also emphasizes redundancy design, with backup circuits and components integrated to ensure that the equipment can continue to operate even if a single component fails—critical for mission-critical applications where downtime is not an option.
In summary, military-grade PCBA circuit board production is a highly specialized and rigorous process that combines advanced materials, precision manufacturing, and strict quality control to deliver products that can withstand the most extreme conditions. These circuit boards are essential for the reliability and performance of critical military equipment, and their production requires a deep understanding of military standards, advanced manufacturing technologies, and a commitment to quality excellence. As military technology continues to advance, the demand for higher performance, smaller size, and greater reliability in military-grade PCBA will only increase, driving continuous innovation in materials, design, and manufacturing processes.
Email: 1330695973@qq.com
Factory: Room 703, Kelunte R&D Building, No. 1 Ganli 5th Road, Jihua Street, Longgang District, Shenzhen City